Your Trusted Partner for Mass Transfer Technology, Separation, Mixing and Biodiesel Innovation
Get Enquiries

WELCOME TO S-CUBE MASS TRANSFER PVT. LTD
Your Trusted Partner for Advanced Mass Transfer Solutions – Engineering Excellence in Process Design & Simulation for a Smarter, Sustainable Industry!
At S-Cube Mass Transfer, we are more than just a supplier—we are experts in process engineering and mass transfer solutions with many years of industry experience. Our team specializes in process design, simulation, and precise equipment sizing to ensure optimized plant performance and seamless commissioning as per commitment. We help industries achieve maximum efficiency, optimized plant capacity, and cost-effective operations while ensuring environmentally responsible solutions that support sustainable growth. With proven expertise in process engineering and advanced mass transfer technology, we deliver high-performance, globally accepted solutions tailored to meet specific industry needs.
At S-Cube, we don't just sell equipment—we build long-term partnerships. If you're looking for a trusted partner in mass transfer technology and process equipment, connect with us to optimize your operations with proven expertise and innovative solutions.
Industries we Deliver to
We hold key positions in a number of industries including Distillation, Oil & Gas, Petrochemicals, Pharmaceutical, Water Treatment and Food & Beverage and are dedicated to provide sustainable solutions and long-term value for our customers.
Chemical
Pharmaceutical
Agrochemical
Petrochemical
Oil & Gas
Bio fuels
Vegetable oil

Process Design
Read More

Consultant Engineering
Read More
Civil & Strcuctural Engg.
Read More
Our Offerings
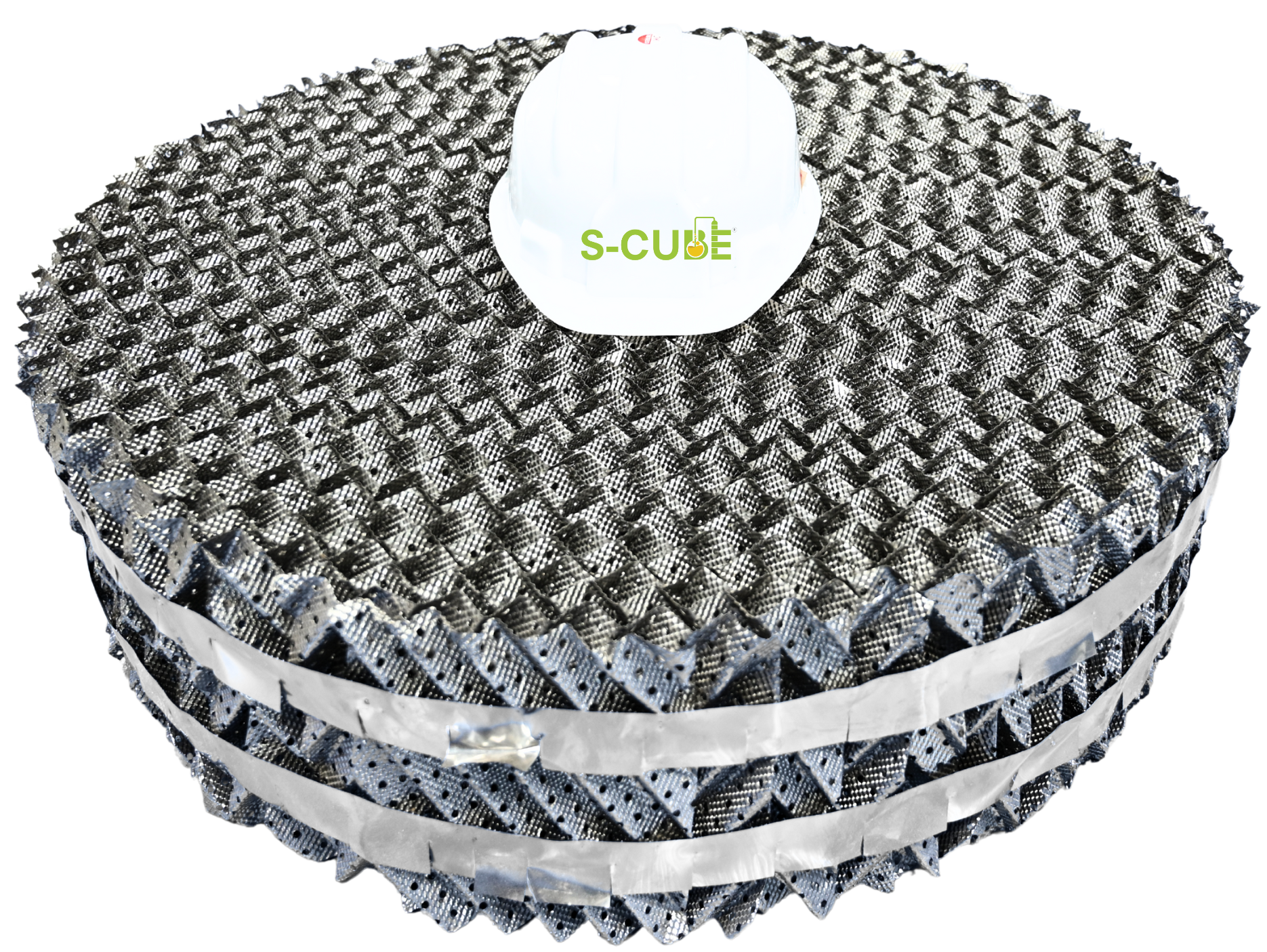
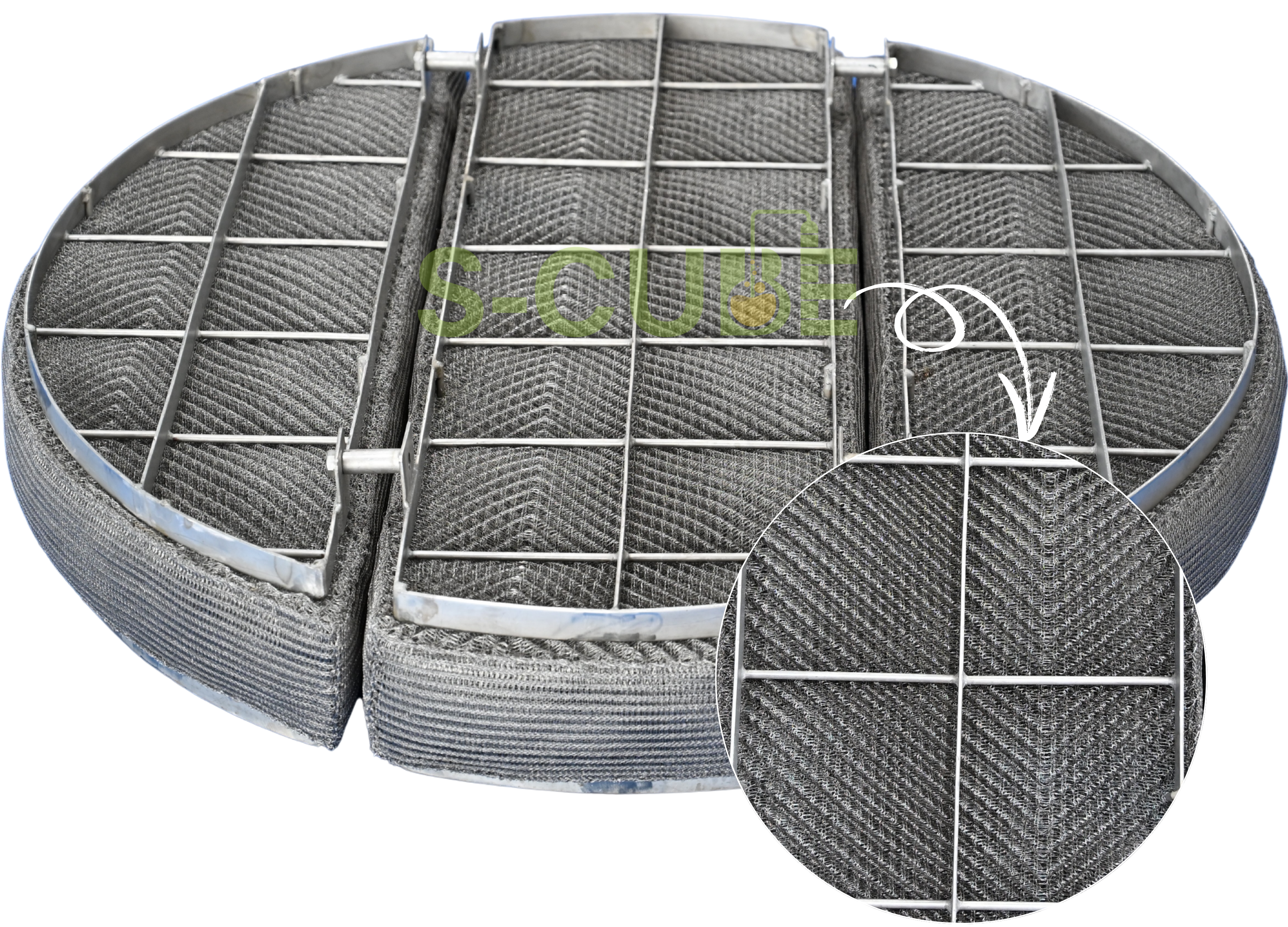
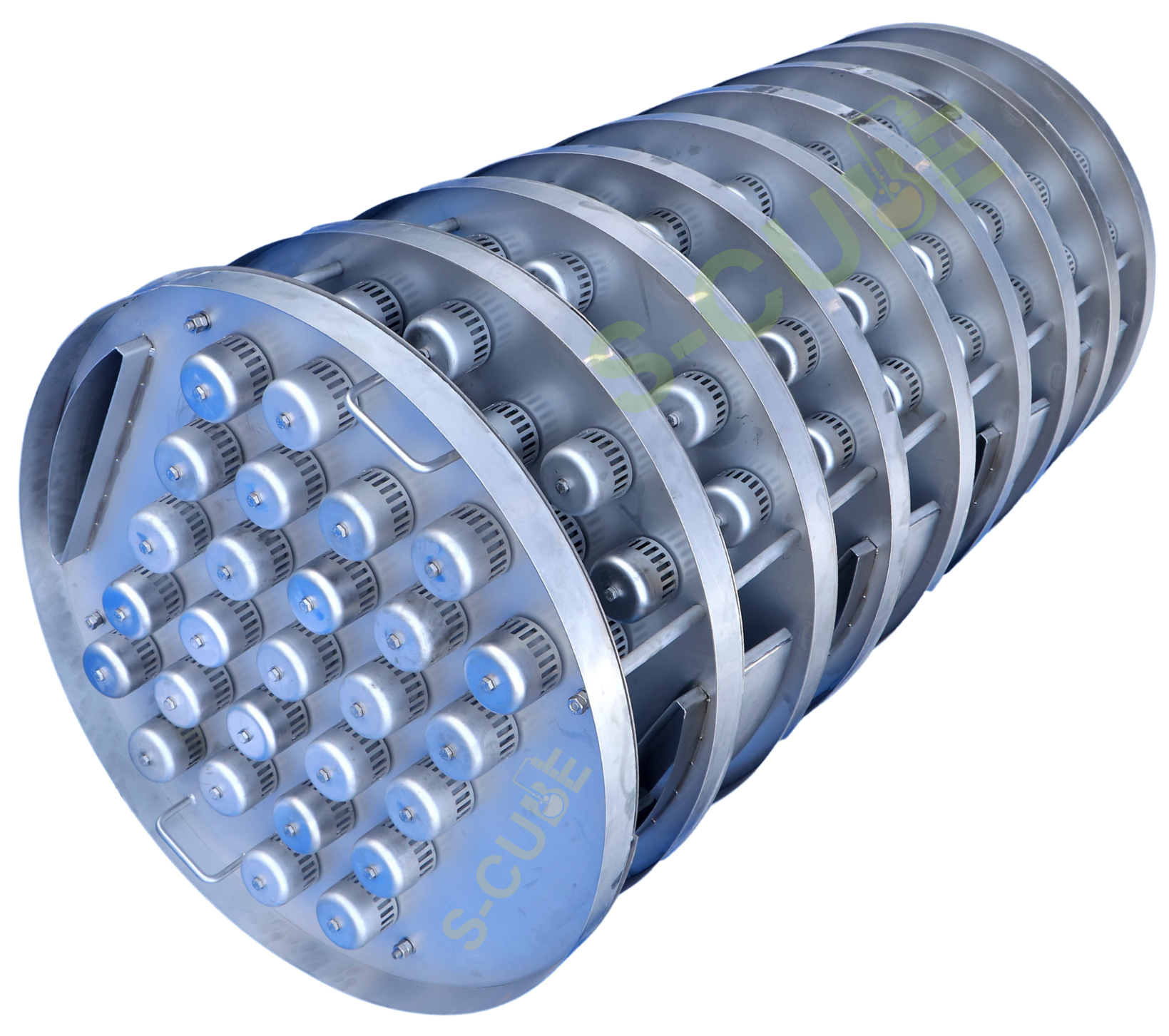
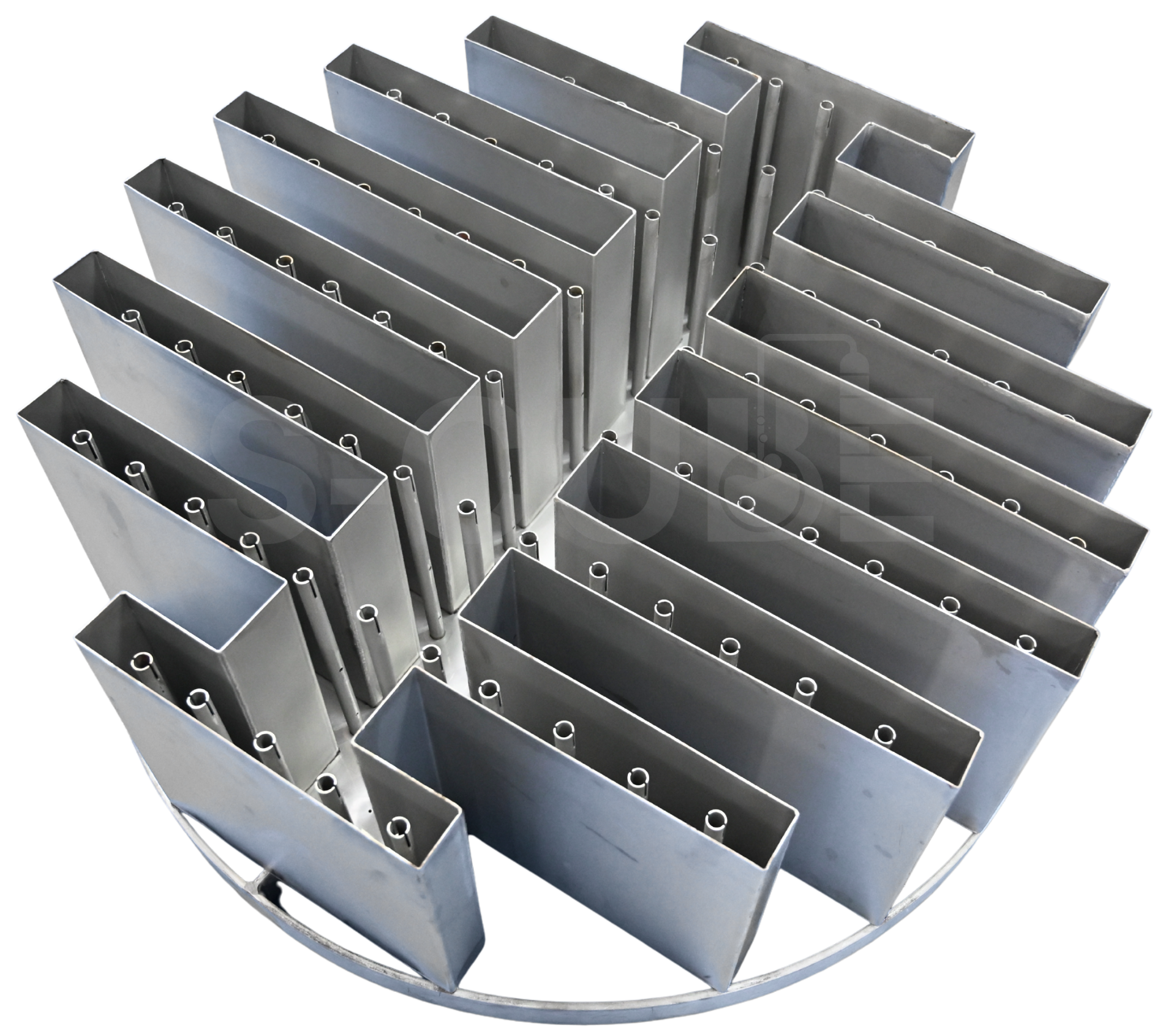
At S-Cube Mass Transfer, we take pride in providing a comprehensive range of solutions tailored to meet the diverse needs of our clients across various industries. Our Mass Transfer Equipment portfolio includes high-performance packed columns with both structured and random packing, advanced trays...Read More
Featured Products

Hear from Our Customers
Daniel Weber
Germany 🇩🇪
S-Cube Mass Transfer stands out for their engineering excellence and customer-focused approach. From conceptual design to commissioning support, everything was handled professionally. Their expertise in mass transfer and process simulation helped us optimize capacity and reduce operating costs.
Khalid Hassan
Saudi Arabia 🇸🇦
We selected S-Cube for their strong technical background in mass transfer technology. Their solutions helped us achieve higher efficiency and stable plant operation. The focus on sustainability and cost-effective design was a major advantage. Very satisfied with their engineering services.
Our Partners
We work with our partners to provide project perfection.






